第十四章
激光/等离子/水刀切割
0 / 3 步已完成
A. 什么是激光切割?
激光切割用高能激光束精确切割材料
激光切割原理
激光切割机使用高能激光束切割材料。常见可切割材料包括亚克力、木材和薄金属。激光切割的精度非常高,切割边缘光滑整齐。
切缝(Kerf)
切缝是激光烧掉的材料宽度,通常在 0.1-0.3mm 之间。设计时需要考虑切缝的影响:
为什么切缝很重要?
如果你设计一个刚好 10mm 宽的榫头要插入 10mm 宽的榫眼,切割后榫头会变窄(被激光烧掉了一圈),而榫眼会变宽。结果就是松松垮垮。需要在设计时预留切缝补偿。
如果你设计一个刚好 10mm 宽的榫头要插入 10mm 宽的榫眼,切割后榫头会变窄(被激光烧掉了一圈),而榫眼会变宽。结果就是松松垮垮。需要在设计时预留切缝补偿。
从 2D 到 3D
激光切割只能切平面材料,但你可以用平面零件拼装成 3D 结构。常见连接方式:
- 榫卯连接 — 零件之间互相咬合
- T 型槽连接 — 一个零件插入另一个零件的槽中
- 指接/齿接 — 边缘做成锯齿状互相嵌合
用激光切割的 2D 零件拼装成 3D 机器人升降机构——先用便宜材料验证几何,再用缩醛板正式切割
等离子和水刀切割
等离子切割和水刀切割的原理类似,但能切更厚的金属。等离子用高温等离子弧,水刀用高压水流混合磨料。设计原则相同——都是基于 2D 轮廓切割。
检查点 1:你理解了切缝对设计的影响吗?
如果激光切缝是 0.2mm,你设计了一个 10mm 的榫头,切割后它实际会是多宽?为什么?
B. 激光切割设计要点
在 Onshape 中设计 3D 模型,然后导出 2D 面用于切割
Onshape 很灵活
你可以在 Onshape 中用完整的 3D 模型来设计,确认装配关系和尺寸都正确后,再把需要切割的面导出为 2D 文件。这比直接画 2D 图纸更不容易出错。
激光切割箱子示例
一个常见的练习是设计一个激光切割的箱子。流程是:
- 在 Onshape 中建一个 3D 箱子模型
- 用 Split 功能把 3D 模型切成平面零件
- 给每个面加上连接结构(榫卯/指接)
- 导出每个面的 2D 轮廓
用 Shell 把 3D 箱子模型分割成可激光切割的平面零件
Custom Features(自定义特征)
Onshape 社区提供了很多针对激光切割设计的自定义特征,可以大幅简化设计过程:
在 Onshape 中添加社区自定义特征到你的工具栏
- T-Slot 连接 — 自动在零件边缘生成 T 型槽结构
- Laser Joints — 自动在两个零件的边缘生成指接/齿接结构
- Thicken — 给平面零件加厚度,从 2D 草图变成有厚度的零件
T-Slot Joint 自定义特征:自动在零件边缘生成 T 型槽连接结构
Laser Joints:在两个零件的边缘自动生成指接/齿接结构,用于胶水粘合
用 Thicken 功能把面变成有厚度的零件,再添加 Laser Joint 连接
更多实用特征
除了连接结构,还有一些自定义特征帮你优化激光切割设计:
Lighten 自定义特征:自动在零件上生成减重孔,降低重量同时保持强度
Sheet Metal Model:将 3D 弯折件展开成平面,用于激光切割后再折弯
Kerf Bend(切缝弯折):在展开面上添加密集切缝线,让平面材料可以弯曲
在展开后的平面零件上也可以添加减重孔和自定义草图
检查点 2:你理解了从 3D 设计到 2D 切割的流程吗?
为什么建议先做 3D 模型再导出 2D 切割文件,而不是直接画 2D 图?
C. 从 Onshape 导出切割文件
使用 Auto Layout 自动排列零件并导出 DXF
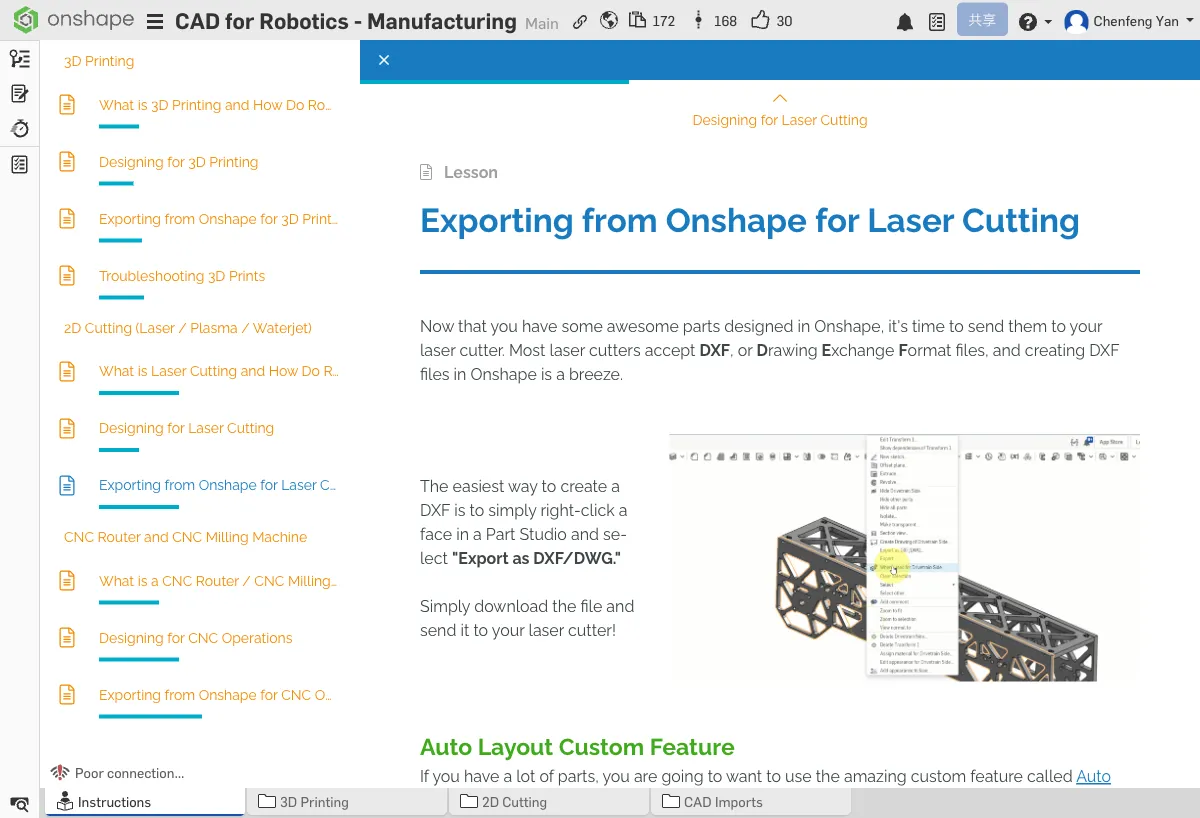
导出 DXF
右键零件面 → Export as DXF,导出激光切割所需的 2D 轮廓文件
Auto Layout 自定义特征
Auto Layout 是 Onshape 社区的一个非常实用的自定义特征,它能自动把多个零件排列在一张板材上,最大化材料利用率。
Auto Layout 自动将多个零件排列在板材上,最大化材料利用率
导出单张板
单张板导出:创建工程图 → 选择 Custom 模板 → 不含边框和标题栏 → 插入 Part Studio
- 选中要导出的零件面
- 右键 → Export as DXF
- 检查导出的线条是否完整
导出多张板
如果零件太多,一张板放不下,需要分组排列后逐张导出。
多张板:创建 Assembly → 插入 Part Studio → 用 Display State 分组显示不同板材
为每个 Display State 创建工程图页面,每页对应一张板材的零件
复制工程图页 → 右键视图切换 Display State → 每页对应不同板材
颜色标注
很多激光切割服务要求用不同颜色区分不同操作:
- 红色 — 切割线(穿透材料)
- 蓝色 — 雕刻线(只在表面刻痕)
- 黑色 — 光栅雕刻(填充区域)
用不同颜色区分切割线(红)、雕刻线(蓝)和光栅雕刻(黑)
导出格式
- DXF — 最常用的激光切割格式
- SVG — 部分切割服务也接受
检查点 3:你会从 Onshape 导出 DXF 了吗?
试着在 Onshape 中选择一个零件的平面,右键导出为 DXF。如果你有条件,可以尝试在激光切割机上切出来。
小测验
激光切割时,激光束造成的切口宽度叫什么?
本章你学了什么
- 激光切割从 2D 板材切出零件
- 切缝(Kerf)需要在设计中考虑
- 用 DXF 格式导出切割文件